Čo znamená meranie pre montážne náradie?
Meranie znamená určenie, či je splnená požiadavka, napríklad správna funkčnosť alebo presnosť systému alebo meracieho prístroja. Výsledkom merania je zvyčajne nameraná hodnota alebo séria nameraných hodnôt. Výsledok merania vždy predstavuje odhad, ktorý je viac alebo menej presný a zahŕňa neistotu merania. Cieľom merania je jasne vyjadriť neznámy faktor, ktorý je kľúčovou súčasťou osvedčených postupov zabezpečenia kvality v priemyselnom montáži.
Čo znamená „štandard“ v priemyselnom kontexte?
V spoločnosti Desoutter pod pojmom „štandard“ rozumieme merací prístroj používaný v procesoch kalibrácie.
Štandard je definícia danej veličiny, t. j. je to akási referenčná hodnota, podobne ako atómové hodiny, ktoré vedie Nemecký národný inštitút (PTB).
Fyzikálne veličiny, ako napríklad krútiaci moment, sila alebo teplota, sú štandardy. Väčšina krajín udržiava svoje vlastné národné štandardy, ktoré sa porovnávajú na medzinárodnej úrovni. Štandardy používané vo výrobnom procese sa označujú ako pracovné štandardy.
Kedy prebieha overovanie?
Overovanie je proces kontroly prístroja voči referenčnej jednotke s cieľom potvrdiť, že spĺňa špecifikácie uvedené výrobcom. Intervaly Kalibrácie meracích prístrojov a výrobných zariadení závisia od viacerých faktorov, medzi ktoré patria:
- Meraná alebo vyrobená množstvo
- Povolené tolerancie
- Stav meracích prístrojov a zariadení
- Stabilita výsledkov predchádzajúcich kalibrácií
- Požadovaná presnosť
- Požiadavky na zabezpečenie kvality
- Podmienky okolitého prostredia
V dôsledku toho intervaly kalibrácie musia byť definované a monitorované individuálne, v závislosti od aplikácie a požiadaviek používateľa. Táto zodpovednosť zvyčajne spočíva na manažérovi kvality spoločnosti.
V prípade nových zariadení sa kalibračné intervaly často najskôr nastavujú na kratšie obdobie a potom sa upravujú na základe dlhodobej stability. Vo väčšine prípadov postačuje ročná kalibrácia, zatiaľ čo aplikácie kritické z hľadiska bezpečnosti môžu vyžadovať intervaly 6 mesiacov alebo dokonca 3 mesiace.

Prečo je certifikácia kľúčovým krokom?
Certifikácia je potvrdenie procesov a postupov súvisiacich s normami a štandardmi nezávislým akreditovaným certifikačným orgánom. Vydaný Certifikát potvrdzuje dodržanie súladu s predpismi. Certifikáty sa často vydávajú s dátumom platnosti a sú nezávisle overované, aby sa zabezpečilo dodržanie súladu.
Chcete sa dozvedieť viac o regulačných povinnostiach? Prečítajte si náš najnovší článok na túto tému:

Zabezpečenie kvality: Normy a štandardy, ktoré potrebujete poznať
Prečo je presnosť kľúčovým pilierom hodnoty?
Presnosť opisuje schopnosť meracieho prístroja alebo stroja poskytovať hodnoty, ktoré sa blížia skutočnej hodnote. V súvislosti s presnosťou sa často spomínajú indexy schopnosti stroja Cm a Cmk. Viac informácií nájdete v našom špecializovanom článku: Index schopnosti stroja: Referenčná hodnota pre posudzovanie presnosti.
Tieto indexy boli zavedené v automobilovom priemysle ako metóda posudzovania kvality a vhodnosti elektrického náradia.
Ako neistota merania ovplyvňuje výber meradla?
Neistota merania kvantifikuje presnosť meradla za prevádzkových podmienok. Nie je to pevná hodnota a musí sa určiť individuálne pre každé meradlo. Používa sa na určenie, či je meradlo vhodné pre požadovaný proces kvality. Optimálny výber meradla šetrí náklady, pretože nadmerná presnosť môže byť zbytočná a drahá. Klasifikácia vašich spojov (kritickosť montážnych operácií v pláne riadenia) vám môže v tomto procese pomôcť.
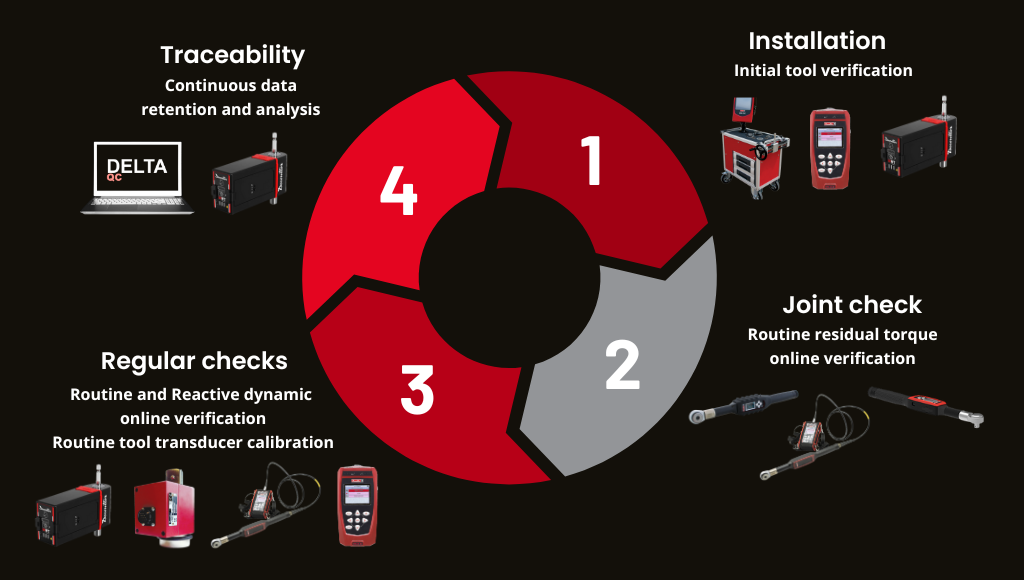
Prečo je kontrola zvyškového krútiaceho momentu dôležitá?
Kontrola zvyškového krútiaceho momentu je proces merania zvyškového krútiaceho momentu na spoji po utiahnutí. Tento krok zabezpečuje, že spoj udrží správnu úroveň krútiaceho momentu, a pomáha identifikovať akékoľvek potenciálne uvoľnenie. Je to kritický krok pre aplikácie citlivé na bezpečnosť: včasné zistenie uvoľnenia spoja zabraňuje poruchám a zaručuje dodržanie súladu s predpismi týkajúcimi sa krútiaceho momentu. Kontrola zvyškového momentu sa môže vykonávať počas nového montážneho procesu s cieľom potvrdiť správne utiahnutie alebo overiť uvoľnenie za podmienok momentu alebo prekročenia momentu.
Môže sa merať po utiahnutí rôznymi nástrojmi, vrátane:
- Impulzné náradie
- Kontinuálne náradie
- Kľúče
- Pre pokročilé riadenie je možné na efektívne vykonanie tejto operácie použiť digitálny momentový kľúč Q Shield - C.
Ak zvyškový moment nespĺňa špecifikovanú toleranciu, je možné vykonať niekoľko nápravných opatrení, od kontroly kalibrácie náradia a kontroly spoja až po opätovné utiahnutie a opätovnú kontrolu.