Montaj aletleri için ölçüm ne anlama gelir?
Ölçüm, bir sistemin veya ölçüm cihazının doğru işlevselliği veya doğruluğu gibi bir gereksinimin karşılanıp karşılanmadığının belirlenmesidir. Normalde, bir ölçümün sonucu ölçülen bir değer veya bir dizi ölçülen değerdir. Bir ölçüm sonucu her zaman az çok kesin olan ve ölçüm belirsizliğini içeren bir tahmini temsil eder. Ölçümün amacı, endüstriyel montajda kalite güvencesinin en iyi uygulamalarının temel bileşeni olan bilinmeyen bir faktör hakkında net bir açıklama yapmaktır
Endüstriyel bağlamda "standart" ne anlama gelir?
Desoutter'da "standart" terimini, kalibrasyon işlemlerinde kullanılan bir ölçüm cihazı olarak kullanıyoruz.
Standart, belirli bir miktarın tanımıdır, yani Alman Ulusal Enstitüsü (PTB) tarafından tutulan atom saati gibi bir tür referanstır.
Tork, kuvvet veya sıcaklık gibi fiziksel boyutlar standartlardır. Çoğu ülke, uluslararası düzeyde karşılaştırılan kendi ulusal standartlarını sürdürmektedir. Üretim sürecinde kullanılan standartlara çalışma standartları denir.
Doğrulama adımı ne zaman gerçekleşir?
Doğrulama, bir aletin referans birime göre kontrol edilerek üreticisi tarafından sağlanan spesifikasyonlara uygunluğunun teyit edilmesi sürecidir. Ölçüm aletleri ve üretim ekipmanlarının kalibrasyon aralıkları, aşağıdakiler dahil olmak üzere çeşitli faktörlere bağlıdır:
- Ölçülen veya üretilen miktar
- İzin verilen toleranslar
- Ölçüm cihazlarının ve ekipmanlarının durumu
- Geçmiş kalibrasyon sonuçlarının kararlılığı
- Gerekli doğruluk
- Kalite güvence gereksinimleri
- Ortam koşulları
Sonuç olarak, kalibrasyon aralıkları, uygulamaya ve kullanıcı gereksinimlerine bağlı olarak durum bazında tanımlanmalı ve izlenmelidir. Bu sorumluluk genellikle şirketin kalite müdürüne aittir.
Yeni ekipmanlar için kalibrasyon aralıkları genellikle başlangıçta daha kısa bir süreye ayarlanır ve daha sonra uzun vadeli kararlılığa göre ayarlanır. Çoğu durumda, yıllık kalibrasyon yeterlidir, ancak güvenlik açısından kritik uygulamalar 6 ay veya hatta 3 aylık aralıklar gerektirebilir.

Sertifikasyon neden önemli bir adımdır?
Sertifikasyon, bağımsız, akredite bir sertifikasyon kuruluşu tarafından normlar ve standartlarla ilgili süreç ve rutinlerin onaylanmasıdır. Verilen sertifika, geçerli standartlara uygunluğu teyit eder. Sertifikalar genellikle son kullanma tarihi ile verilir ve uygunluğu sağlamak için bağımsız olarak doğrulanır.
Yasal yükümlülükler hakkında daha fazla bilgi edinmek ister misiniz? En son yayınlanan özel makalemizi inceleyin:

Kalite güvencesi: Bilmeniz gereken normlar ve standartlar
Doğruluk, değerin temel direği olarak nasıl önemlidir?
Doğruluk, bir ölçüm aletinin veya makinenin gerçek değere yakın değerler verme yeteneğini tanımlar. Makine kapasite indeksleri Cm ve Cmk, genellikle doğrulukla bağlantılı olarak bahsedilir. Daha fazla bilgi için özel makalemizi okuyun: Makine kabiliyet indeksi: Doğruluk değerlendirmesi için referans.
Bu indeksler, elektrikli aletlerin kalitesini ve uygunluğunu değerlendirmek için otomotiv endüstrisinde oluşturulmuştur.
Ölçüm belirsizliği, cihaz seçimini nasıl etkiler?
Ölçüm belirsizliği, çalışma koşulları altında bir ölçüm cihazının doğruluğunu nicel olarak ifade eder. Sabit bir değer değildir ve her cihaz için ayrı ayrı belirlenmelidir. Bir ölçüm cihazının gerekli kalite süreci için uygun olup olmadığını belirlemek için kullanılır. Ölçüm cihazının en uygun seçimi, aşırı doğruluğun gereksiz ve pahalı olabileceğinden, maliyet tasarrufu sağlar. Bağlantılarınızın sınıflandırılması (Kontrol Planındaki montaj işlemlerinin kritikliği) bu süreçte size yardımcı olabilir.
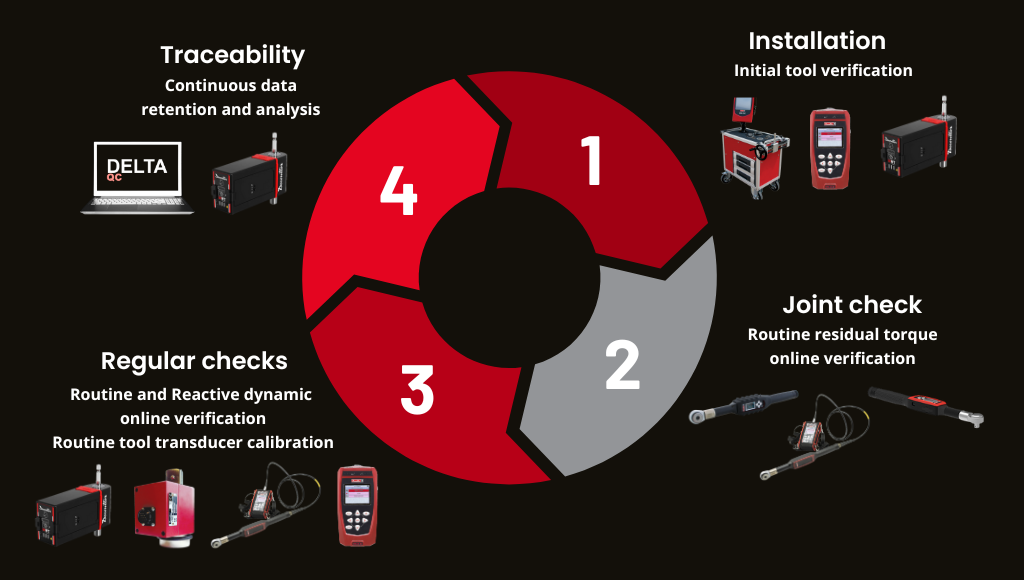
Kalan tork kontrolü neden önemlidir?
Kalan tork kontrolü, sıkıştırma işleminden sonra bağlantı noktasında kalan torku ölçme işlemidir. Bu adım, bağlantı noktasının doğru tork seviyesini korumasını sağlar ve olası gevşemeyi tespit etmeye yardımcı olur. Güvenlik açısından hassas uygulamalar için kritik bir adımdır: bağlantı noktasındaki gevşemeyi erken tespit etmek, arızaları önler ve tork spesifikasyonlarına uygunluğu garanti eder. Kalan tork kontrolü, yeni bir montaj işlemi sırasında doğru sıkma işlemini onaylamak veya tork veya aşırı tork koşulları altında gevşeme olup olmadığını doğrulamak için gerçekleştirilebilir.
Sıkma işleminden sonra aşağıdakiler dahil çeşitli aletlerle ölçülebilir:
- Darbeli aletler
- Sürekli aletler
- Anahtarlar
- Gelişmiş kontrol için, Q Shield - C dijital tork anahtarı bu işlemi verimli bir şekilde gerçekleştirmek için kullanılabilir.
Kalan tork belirtilen toleransı karşılamıyorsa, alet kalibrasyon kontrolü ve bağlantı denetiminden yeniden sıkma ve yeniden kontrol etmeye kadar çeşitli düzeltici önlemler alınabilir.