Kaj merjenje pomeni za orodja za sestavljanje?
Merjenje pomeni ugotavljanje, ali je izpolnjena zahteva, na primer pravilno delovanje ali natančnost sistema ali merilnega instrumenta. Rezultat merjenja je običajno izmerjena vrednost ali niz izmerjenih vrednosti. Rezultat merjenja vedno predstavlja oceno, ki je bolj ali manj natančna in vključuje merilno negotovost. Cilj merjenja je jasna izjava o neznanem dejavniku, ki je ključni sestavni del najboljših praks zagotavljanja kakovosti v industrijski montaži.
Kaj pomeni »standard« v industrijskem kontekstu?
V podjetju Desoutter izraz »standard« razumemo kot merilni instrument, ki se uporablja v postopkih umerjanja.
Standard je opredelitev dane količine – tj. nekakšna referenca, podobna atomski uri, ki jo hrani Nemški nacionalni inštitut (PTB).
Fizične dimenzije, kot so navor, sila ali temperatura, so standardi. Večina držav ima svoje nacionalne standarde, ki se primerjajo na mednarodni ravni. Standardi, ki se uporabljajo v proizvodnem procesu, se imenujejo delovni standardi.
Kdaj poteka postopek preverjanja?
Verifikacija je proces preverjanja instrumenta glede na referenčno enoto, da se potrdi, da je v skladu s specifikacijami, ki jih je navedel proizvajalec. Intervali umerjanja merilnih instrumentov in proizvodne opreme so odvisni od več dejavnikov, med drugim:
- Količina, ki se meri ali proizvaja
- Dovoljene tolerance
- Stanje merilnih instrumentov in opreme
- Stabilnost preteklih rezultatov umerjanja
- Zahtevana natančnost
- Zahteve za zagotavljanje kakovosti
- Okoljske razmere
Zato je intervale umerjanja treba opredeliti in spremljati za vsak primer posebej, odvisno od uporabe in zahtev uporabnika. Za to je običajno odgovoren vodja kakovosti v podjetju.
Za novo opremo so intervali za umerjanje pogosto najprej določeni za krajše obdobje, nato pa se prilagodijo na podlagi dolgoročne stabilnosti. V večini primerov zadostuje letno umerjanje, medtem ko lahko varnostno kritične aplikacije zahtevajo intervale 6 mesecev ali celo 3 mesecev.

Zakaj je certificiranje ključni korak?
Certificiranje je potrditev procesov in postopkov v zvezi z normami in standardi s strani neodvisnega, akreditiranega certifikacijskega organa. Izdani Certifikati potrjujejo skladnost z veljavnimi standardi. Certifikati so pogosto izdani z rokom veljavnosti in se neodvisno preverjajo, da se zagotovi skladnost.
Želite vedeti več o regulativnih obveznostih? Preberite naš najnovejši članek na to temo:

Zagotavljanje kakovosti: norme in standardi, ki jih morate poznati
Zakaj je natančnost ključni steber vrednosti?
Natančnost opisuje sposobnost merilnega instrumenta ali stroja, da zagotovi vrednosti, ki so blizu dejanski vrednosti. Indeksi zmogljivosti stroja Cm in Cmk se pogosto omenjata v povezavi z natančnostjo. Več o tem si preberite v našem posebnem članku: Indeks zmogljivosti stroja: referenca za oceno natančnosti.
Ti indeksi so bili uvedeni v avtomobilski industriji kot metoda za ocenjevanje kakovosti in primernosti električnih orodij.
Kako merilna negotovost vpliva na izbiro instrumenta?
Merilna negotovost količinsko opredeljuje natančnost merilnega instrumenta v delovnih pogojih. Ni fiksna vrednost in jo je treba določiti individualno za vsak instrument. Uporablja se za določitev, ali je merilni instrument primeren za zahtevani proces kakovosti. Optimalna izbira merilnega instrumenta prihrani stroške, saj je pretirana natančnost lahko nepotrebna in draga. Razvrstitev vaših spojev (kritičnost montažnih operacij v kontrolnem načrtu) vam lahko pomaga v tem procesu.
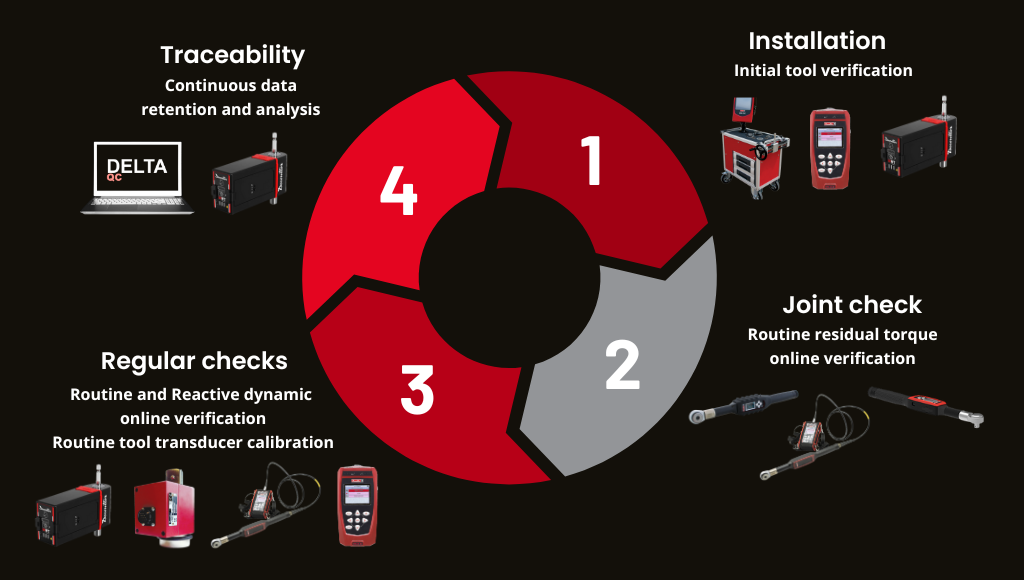
Zakaj je preverjanje preostalega navora pomembno?
Preverjanje preostalega navora je proces merjenja preostalega navora na spoju po zategovanju. Ta korak zagotavlja, da spoj ohrani pravilno raven navora, in pomaga identificirati morebitno popuščanje. To je ključni korak za varnostno občutljive aplikacije: zgodnje odkrivanje popuščanja spojev preprečuje okvare in zagotavlja skladnost s specifikacijami navora. Preverjanje preostalega navora se lahko izvede med novim postopkom sestavljanja, da se potrdi pravilno zategovanje ali preveri popuščanje v pogojih navora ali prekomernega navora.
Meriti se lahko po zategovanju z različnimi orodji, vključno z:
- Pulznimi orodji
- Neprekinjenimi orodji
- Ključi
- Za napredno kontrolo se za učinkovito izvedbo te operacije lahko uporabi digitalni momentni ključ Q Shield - C.
Če preostali navor ne ustreza določeni toleranci, je mogoče izvesti več korekcijskih ukrepov, od preverjanja umerjanja orodja in pregleda spoja do ponovnega zategovanja in ponovnega preverjanja.